
As the days get shorter and the nights longer, facilities fire up their boilers for comfort heating. Water treatment professionals will begin their seasonal routine checking programs and products making sure it is viable and re-ordering expired chemicals. As well, pre-startup includes checking and servicing feed pumps, controllers, and probes ensuring all are in good working order and sensors are calibrated.
Understanding Boiler Basics
Boilers are closed systems that use heat to turn water into steam or hot water for heating and process applications. Keeping the system clean and properly treated helps prevent corrosion, scaling, and efficiency loss. Routine maintenance and water testing are essential for safe and reliable boiler operation.
Treatment Program Monitoring
AquaPhoenix recommends fresh pH buffers, conductivity and Fluorescein dye standards for inline-probe calibration. Use an inline-probe cleaning kit containing brushes, swabs and cleaning solution. Standard solutions which approximate certain control parameters should be used. Look at expiration dates on all solutions which may be left over from last season. Allow enough time to re-stock products if any have expired. Typical standards are: Conductivity = 100, 1000, 1500, 2,000, 2,500 and 3,900µS; pH = 4, 7 and 10; Fluorescein = 10, 50, 100, 250 and 500ppb. Follow the equipment manufacturer’s calibration instructions.
When the boiler is off-line, remove your in-line conductivity probe being used for automatic blowdown control and clean it. Use a mild acidic solution and a city water rinse with a soft brush or cloth removing scale which would create inaccurate readings.
Monitoring Oxygen and Deaerator Performance
Optimum deaerator operation and performance is critical in preventing severe boiler system corrosion. The oxygen scavenger and Dissolved Oxygen (DO) levels are key performance indicators. A properly cooled sample is key for both sulfite, typically used in low pressure boiler systems, and DO tests. If the sulfite drop test sample is hot, the starch indicator will get cooked and you can’t reach the colored end-point. As a DO sample cools, oxygen absorbs back into solution giving a false-high result. AquaPhoenix recommends using a bottom-up flow through sample vial when testing DO.
Caring for Sensors and Probes
Proper care of your sensors and equipment will ensure accurate readings and long probe life. pH meters, probes and electrodes are particularly sensitive. For boiler or condensate tests, ensure the sample is cooled. Rule of thumb, the sample should be comfortable to touch. Most manufacturers recommend a sample temperature of less than 130oF. Use an electrode storage solution when done testing. Do not use DI water as a storage solution because it will permanently damage the electrode.
Test Kit Check
Checking your test kit and gear is critical. After all, good accurate testing leads to good overall program performance. Fresh pH buffer, electrode storage solution, conductivity and Fluorescein dye standards should be at the top of your list. Clean and calibrate pH meters, conductivity instruments and Fluorometers to be certain they function properly. Use an electrode cleaning solution for pH sensors.
Boiler Treatment Chemicals
Key boiler program reagents are sulfite, phosphate, conductivity neutralizer, filming amine, neutralizing amine, and hardness. The reagent solutions should not be layered or separated and without floaters or precipitated solids.
For drop count tests, order a new reagent bottle or replace the dropper tip. This will insure free flowing, uncontaminated, and calibrated drop sizes. Changing the dropper tips is cheap and easy insurance for good testing.
Instrument Calibration and Maintenance
AquaPhoenix recommends cleaning and checking colorimeter/photometer calibrations. A handheld-device cleaning kit with specially formulated cleaning solution, swabs and brushes is ideal. When cleaning a photometric instrument, use a solution which will not damage the light transfer cell. Glass cleaners, alcohol, or wipes may leave a residue or discolor the inner surfaces of the instrument. Check each wavelength to be certain it is functioning. There are iron, copper, phosphate or molybdenum standards for the DR890, DR900, Pyxis SP900 series, and Lovibond units.
Cold Weather Considerations
In the fall, anticipate on-coming cold weather. The further north your location means shipping becomes more difficult. Nitrite reagents, pH buffers, and conductivity standards cannot freeze. If this happens, throw them away because they won’t go back into solution.
Finally, check your glassware or plastic-ware. The titration vials should be clean and the calibration lines/numbers visible. If the sample size is off by a slight margin, test results could be off by 10-30%.
So, fall is time to get ready for boiler season. Early preparation is the key to a smooth transition.

Testing stormwater protects water quality, assures regulatory compliance, and maintains efficient facility operations. Whether you’re overseeing runoff management at a large industrial site or safeguarding your stormwater infrastructure, you’ll need to regularly test for pollutants, pH and suspended solids.
Stormwater testing helps you avoid regulatory violations and unplanned equipment issues. It also supports smooth drainage system operations and demonstrates your commitment to environmental stewardship.
Learn how stormwater testing works, including the most common tests, and how to build a testing program that supports compliance, operational efficiency and environmental responsibility.
Understanding Stormwater Quality Tests
Industrial sites face various challenges in managing stormwater. Runoff can pick up contaminants like heavy metals, chemicals and suspended solids from facility grounds, storage areas and process operations. Understanding the types of tests available is essential for building a stormwater treatment and management program.
Standard tests for stormwater include:
- Turbidity
- pH
- Total suspended solids (TSS)
- Biochemical oxygen demand (BOD)
- Chemical oxygen demand (COD)
- Specific pollutant screening
Why Stormwater Testing Is Essential
Stormwater testing is a crucial element of industrial water management. It ensures runoff meets regulatory standards and has minimal environmental impact. Whether you operate a manufacturing plant, a distribution center or a water treatment facility, the purpose of stormwater testing is to protect local waterways, avoid regulatory violations and maintain operational efficiency.
These are the main reasons to proactively monitor and test stormwater.
1. Protect Water Quality and the Environment
Stormwater runoff contaminates urban water, streambeds and habitats. It can carry pollutants like heavy metals, chemicals, trash and pathogens into local waterways, impacting ecosystems and public health. Testing stormwater is the best way to identify pollutants and trace them back to the original source for remediation.
2. Meet Regulatory Requirements
Various organizations use best management practices to stop pollution by preventing it at the source or filtering out harmful substances. The Environmental Protection Agency’s (EPA) National Pollutant Discharge Elimination System (NPDES) has a stormwater program that sets rules for certain types of stormwater runoff. It covers three main groups:
- City stormwater systems (MS4s)
- Construction sites
- Industrial facilities
If you operate one of these, you may need a permit before you can let stormwater leave your site. Most states run their own stormwater permit programs, but in some areas, the EPA is still in charge of giving out these permits.
3. Prevent Operational Disruptions
Unchecked stormwater contamination can lead to equipment fouling, increased maintenance and unplanned shutdowns.
If your property is found to have high levels of contaminants following a routine inspection, you may be issued a notice of violation. You’d be required to develop a plan for removing the pollutants within 30 days and eliminating the issue within 90 days. Failure to do so typically results in daily fines until contaminants are removed.
4. Safeguard Your Reputation
Stormwater testing demonstrates environmental responsibility, which builds trust with regulators, stakeholders, customers and the community.
Types of Stormwater Tests
A comprehensive stormwater testing program includes various tests, each targeting specific risks and regulatory stormwater testing requirements. Selecting the right tests for your facility is important for effective monitoring and compliance.
These are common tests used to determine the quality and safety of stormwater.
Physical and Chemical Testing
Turbidity tests are a visual determination of water clarity — high turbidity means there are a lot of particles or sediment in the stormwater. pH testing measures how acidic or basic the water is, which can influence how pollutants behave and whether they might damage equipment. TSS testing measures the amount of solid particles, which can clog systems and carry other pollutants. COD and BOD tests detect organic material by measuring how much oxygen is needed to break it down.
Pollutant-Specific Testing
Critical stormwater testing for specific pollutants includes:
- Tests for heavy metals often found in industrial runoff and can be toxic to people and wildlife
- Checks for nitrogen and phosphorus, which can lead to excessive algae growth and harm water quality
- Oil and grease from machinery or vehicles can create surface films and harm aquatic life
Microbiological and Site-Specific Testing
Pathogen screening looks for bacteria like E. coli that can signal water is contaminated with sewage or animal waste. Custom panels are specialized tests designed for the unique chemicals or risks present at a particular facility.
How to Build a Stormwater Quality Testing Program
Developing a testing program requires a systematic approach. Follow these steps to ensure your facility meets the regulatory requirements for stormwater testing and operates efficiently.
1. Assess Your Current Stormwater Management and Testing Practices
Review existing stormwater sampling parameters, locations and frequency. Consult regulatory guidelines and industry best practices. Identify gaps in your coverage or any outdated methods.
2. Select the Right Tests for Your Facility and Permit
Match tests to your site’s activities, permit requirements and local risks. Specifically, the parameters you need to test for are based on:
- The standard parameters for all facilities.
- Your facility’s primary Standard Industrial Code (SIC Code).
- Whether your facility discharges to an impaired (303 (d) listed) water body.
- Any requirements that apply to water cleanup plans.
3. Understand What Type of Storm Events Qualify for Monitoring
To meet the sampling rules, make sure it hasn’t rained 24 hours prior to your storm event. When it’s cloudy, you can check precipitation using a basic rain gauge. The storm you sample should have at least 0.1 inches of rain during the time you collect your sample. Record when the rain starts and when you finish stormwater sampling. These notes and your rain gauge will help you confirm that the event met the requirements for monitoring.
4. Design a Sampling Plan
Determine sampling points, whether outfalls, catch basins or storage areas, and set sampling frequency based on your permit and risk profile. Establish your monitoring personnel and how to contact them when a measurable storm event is expected. Document each stage of sampling for traceability and compliance.
5. Choose Testing Methods and Technologies
Decide between in-house testing, third-party labs or a hybrid approach. Consider rapid test kits, automated analyzers and digital data management for efficiency. Opt for easy-to-use testing kits with clear instructions and portable tools, so anyone can test. Be sure to also have your stormwater sampling equipment assembled and checked for readiness.

6. Select a Laboratory
Choose an accredited laboratory and contact them ahead of time to discuss the testing methods they’ll use, making sure they match your permit. The lab should be able to explain anything you’re unsure about, including any discharge limits you need to meet.
7. Train Staff and Implement Quality Assurance
Ensure personnel are trained according to proper stormwater testing requirements. Conduct regular proficiency checks and quality control reviews.
8. Maintain Documentation for Compliance
In addition to recording information for each monitoring event, you’ll need to fill out chain of custody forms. You’ll also need to note holding times and sample preservation procedures if a sample can’t be delivered to the laboratory on the same day.
Keep accurate records of all monitoring and sampling activities as part of your facility’s routine. Document everything clearly using logbooks, site maps and instruction sheets to meet permit requirements and quality standards.
Use standardized forms whenever possible for consistency and store them along with event monitoring instructions. Regularly enter your records into a database or spreadsheet to back up your paperwork and make it easier to review data.
Common Challenges in Stormwater Testing and How to Overcome Them
Stormwater testing programs often come with challenges, from inconsistent sampling to changing regulations. Addressing them is essential for reliable compliance and effective site management.
- Inconsistent sampling: Standardize procedures and provide regular staff training.
- Inadequate documentation: Use digital record-keeping and carry out periodic audits.
- Changing regulations: Stay updated on permit changes and adjust your program accordingly.
- Scaling with facility growth: Reassess your program as operations expand or change.
- Relying on outdated methods: Regularly review and update stormwater sampling protocols and technologies.
Benefits of Regular Stormwater Quality Testing
Consistent stormwater testing delivers significant benefits for your facility and the environment.
1. Detect Issues Early
Regular stormwater testing helps you spot contamination or equipment problems early, allowing you to address them before they become bigger, more expensive issues. This proactive approach minimizes the risk of widespread pollution or costly repairs.
2. Avoid Regulatory Penalties
By consistently monitoring your stormwater, you can be sure your facility stays compliant with permit requirements. This reduces the risk of receiving fines, facing legal action or experiencing shutdowns due to violations.
3. Protect Local Waterways
Routine testing helps prevent harmful pollutants from entering nearby rivers, lakes and streams. This preserves natural habitats and supports the health of your local community.
4. Optimize Operations
Stormwater testing provides valuable data that can be used to fine-tune your stormwater management systems. By analyzing test results, you can identify areas where your system can be optimized for better performance.
For example, you might discover that adjusting the timing of chemical treatments or modifying the design of your drainage infrastructure can significantly improve the efficiency of pollutant removal. Regular testing allows for continuous improvement and proactive management of your stormwater systems
5. Build Stakeholder Trust
Committing to regularly testing stormwater shows regulators, customers and the community that you take environmental responsibility seriously. This transparency helps build trust and strengthens your reputation as a responsible business.

The Importance of Regular Stormwater Quality Testing
Routine stormwater testing is a proactive measure to protect your facility, the environment and your bottom line. Consistent monitoring helps you identify risks early and support continuous improvement.
- Ensuring environmental and public health: Stormwater testing finds harmful pollutants before they can enter rivers, lakes or streams. This helps protect local ecosystems and keeps communities safe from waterborne health risks.
- Meeting regulatory and permit standards: Regular stormwater testing helps your facility follow NPDES and local stormwater permit rules. Good records make audits and inspections easier and help you avoid fines or legal trouble.
- Protecting facility operations and equipment: Testing stormwater reveals contaminants that could damage pipes, tanks or other stormwater systems. By catching these issues early, you can prevent equipment breakdowns.
- Safeguarding brand reputation: Monitoring stormwater helps you create a sustainable facility that cares about the environment. It also helps prevent incidents that could harm your reputation or attract negative attention.
- Supporting data-driven decision-making: Test results provide useful information for improving stormwater management, while tracking data over time helps you spot patterns and make better decisions for your site.
How to Choose a Stormwater Testing Partner
The right testing partner can make all the difference in your stormwater management program. You’ll want a provider that offers comprehensive solutions, technical expertise and responsive support. Consider these factors when choosing a stormwater testing partner for your operation:
- Comprehensive testing solutions: Can they offer access to a full range of stormwater test kits, including physical, chemical and pollutant-specific options?
- Speed and reliability: Do they have a track record of delivering fast turnaround on orders and results to keep your operations running smoothly?
- Technical support and training: Will you get guidance on sampling, testing and compliance from experienced professionals?
- Custom solutions and flexibility: Do they create tailored test kits and instructions for your unique site needs?
Get Comprehensive Stormwater Testing Solutions at AquaPhoenix
At AquaPhoenix, we’re committed to maintaining the highest standards of quality, safety and customer support. Our stormwater testing solutions are designed and backed by knowledgeable industry experts, giving customers the tools they need to achieve outstanding results in their operations. Our team’s willingness to go the extra mile for every customer sets us apart as a trusted partner in the industry.
When you work with us, you can enjoy:
- Industry-leading customer service: You can count on us for fast response times, no minimum orders and flexible private labeling.
- A comprehensive product range: EndPoint ID® and EndPoint ID® PLUS kits for all stormwater testing needs, along with tailored solutions, help facilities face different challenges in managing water quality.
- Expert support: Technical assistance, training and custom solutions to meet your facility’s requirements.
Partner with AquaPhoenix to streamline your testing processes and achieve your water management goals. Contact us today to discuss your stormwater testing needs.

Managing pulp and paper wastewater treatment can be a complex task. With stricter environmental regulations and rising operational demands, effective water testing is more critical than ever. Anyone involved in the pulp and paper mill wastewater process needs to keep up with today’s changing standards and scrutiny from stakeholders. They must also balance efficiency, environmental stewardship and compliance.
What Is Pulp and Paper Water Testing?
Pulp and paper water testing involves analyzing the water used during the mill’s production process and the wastewater generated as a by-product. Tests assess parameters like solids, oxygen demand, color and microbial content.
Pulp and paper mills use a large volume of water in manufacturing, generating wastewater that needs to be treated. Many paper mills also have a high concentration of contaminants not commonly found in other industrial wastewater. For these reasons, most paper mills need on-site wastewater treatment programs.
Regular testing protects the quality of your products and ensures discharge meets environmental guidelines set by the EPA. Monitoring water quality also keeps your equipment safe from scaling or corrosion, which, if not managed, can lead to costly repairs and downtime.
Common Contaminants in Pulp and Paper Wastewater
Pulp and paper mill wastewater contains various contaminants, from total suspended solids (TSS) to heavy metals. These must be monitored and controlled to protect the environment and your mill operations.
- TSS: Among the most common contaminants in pulp and paper industry wastewater, TSS are tiny particles of fiber, filler and other materials that stay suspended in water. High TSS levels can affect the water’s clarity and cause sediment buildup in receiving waters. TSS can also clog your process equipment and cause it to eventually break down.
- Chlorinated organic compounds: Another concern in wastewater is adsorbable organic halides (AOX). These chlorinated organic compounds usually form during the bleaching process and, even at low concentrations, are toxic to aquatic life. You will need to monitor AOX to comply with regulations and minimize your impact on the environment.
- Heavy metals: Heavy metals in wastewater can include zinc, copper, and sometimes lead or cadmium. They can enter wastewater through process chemicals, corroded equipment or raw material impurities. Even a trace amount can harm aquatic organisms and accumulate in the food chain.
- Naturally occurring substances: These can include wood-derived organics like resin acids, fatty acids and lignin compounds. In high concentrations, they can increase the biochemical oxygen demand (BOD) of wastewater, deplete oxygen in receiving waters and affect aquatic ecosystems. Sulfates, cyanide, nitrates, ammonia and phosphate are other contaminants that originate from wood breakdown or process chemicals and can contaminate wastewater.
Regular testing for these and other contaminants can help your mill comply with environmental regulations, protect local waterways and maintain an efficient operation.
Common Pulp and Paper Tests
A strong pulp and paper water treatment program requires physical, chemical and biological tests to ensure environmental compliance.
Physical Tests
Physical tests are usually the first line of defense in monitoring water quality. They include measuring turbidity, or the cloudiness of the water, which means suspended solids are present. They can also include monitoring the temperature and color, which impact the quality of the product.
If water is too hot or cold, it can disrupt biological treatment processes and even violate discharge permits. Color analysis is another key physical test, since excessive color in effluent can mean there are dissolved organics in the water that might be subject to regulatory limits.
Chemical Tests
Chemical tests can involve measuring pH, or the acidity and alkalinity of the water, which is important in process control and regulatory compliance. They can also include BOD and chemical oxygen demand (COD) tests:
- BOD: BOD measures the amount of oxygen in the water that microorganisms like bacteria need to break down organic matter in the water or wastewater. A high BOD value indicates a lot of biodegradable material, which can deplete oxygen from the water and harm aquatic life if discharged without being treated.
- COD: COD indicates how much oxygen is required to chemically break down all organic and inorganic materials present in the water. While BOD measures biodegradable organic matter, COD captures all substances that can be chemically oxidized, including any that are not easily broken down by bacteria. COD is usually higher than BOD for the same sample, offering a broader picture of the potential amount of pollution in wastewater.
Other chemical tests can include looking for nutrients like ammonia, nitrate and phosphates in water and wastewater.
Biological Tests
Biological tests determine how harmful wastewater could be to living organisms. Toxicity assays, like whole effluent toxicity tests, are done to see if wastewater samples affect aquatic species. Microbial counts are another test that can determine if bacteria or other microorganisms are in the water. These tests can make sure your treated wastewater is safe to be discharged into the environment.
Compliance Requirements for Pulp and Paper Wastewater
Pulp and paper mills must comply with regulations under the EPA’s Clean Water Act and implement treatment of pulp and paper wastewater to reduce their environmental impact. These include guidelines about wastewater effluent and how to address direct and indirect dischargers. They also include the specific ways to treat pollutants like BOD, COD, TSS and hazardous air pollutants (HAPs).
Key compliance requirements your pulp and paper mill must follow include:
Effluent Guidelines
The EPA’s effluent guidelines set the standards for the technology mills can use for wastewater discharge. These guidelines are incorporated into National Pollutant Discharge Elimination System (NPDES) permits.
NPDES Permits
Direct dischargers, or those that release wastewater directly into surface waters, need an NPDES permit. This permit specifies the discharge limits for different pollutants. Indirect dischargers, or those that send wastewater to publicly owned treatment works, might also have permit requirements, but you will need to check with the municipality.
HAPs
The National Emission Standards for Hazardous Air Pollutants regulate HAPs for pulp and paper mills, like:
- Methanol
- Acetaldehyde
- Formaldehyde
The standard requires you to collect and treat your process vent emissions to reduce your environmental impact.
Best Available Technology (BAT)
The EPA and other regulatory bodies usually define the technology your mill must use in reducing certain pollutants. For example, Elemental Chlorine Free bleaching is a required BAT to reduce dioxin and other chlorinated organic compounds in wastewater.
Treatment Technologies
To comply with EPA and other regulations, you must also use a combination of treatment technologies to remove pollutants, such as:
- Primary clarification, or removing large debris and suspended solids.
- Biological treatment, or using activated sludge and the processes to remove BOD and COD.
- Advanced oxidation or ozonation to remove color and other pollutants.
- Filtration to remove suspended solids and other particulate matter.
- Upstream process changes to reduce wastewater volume and pollutant load.
You will also need to monitor and record your treatment efforts to comply with discharge limits and other permit conditions.
State and Local Regulations
In addition to following federal regulations, you will need to comply with your state and local regulations. These can sometimes be more stringent than federal requirements, requiring more frequent testing, lower discharge limits or additional recordkeeping requirements to protect the environment.
Benefits of Pulp and Paper Wastewater Testing
Implementing a strong wastewater testing program is beneficial for more than just meeting compliance. It can also support your mill’s operational excellence and prove your environmental stewardship.
Ensures Compliance With Environmental Regulations
Regular testing helps you meet federal, state and local environmental regulations. By monitoring parameters like BOD, COD, TSS and other contaminants, you can ensure discharges stay within the permitted limits. Being proactive will help you avoid costly fines, legal action and even shutdowns from noncompliance.
Facilities that monitor their wastewater and take steps to comply with the NPDES permit list are less likely to face violations or enforcement actions. The EPA uses different tools and programs, like Enforcement and Compliance History Online, to track compliance and address violations.
Protects Local Ecosystems and Public Health
If not treated, wastewater from pulp and paper mills can contain substances that harm ecosystems and human health. By taking steps to reduce pollutant discharge, you help protect rivers, lakes and groundwater resources. For instance, reducing heavy metals in effluent has been shown to improve the health of downstream aquatic ecosystems and protect communities that rely on these water sources.
Enables Early Detection of Process Upsets or Equipment Failures
Routine pulp and paper mill wastewater testing lets you spot any issues outside of your mill’s normal operating conditions. Changes like increased BOD or pH fluctuations can cause equipment to malfunction or signal process upsets. You will want to address these issues promptly to avoid downtime, repair costs or noncompliant discharges.
Supports Process Optimization and Cost Reduction
The data you gain from your testing protocols can provide you with valuable insights into:
- Your chemical dosing
- Energy use
- Treatment processes
You can fine-tune these processes with the results you get in real time. For example, you can use the data to reduce your chemical and energy consumption, lower your operational costs and make your processes more efficient.
Enhances Corporate Reputation and Sustainability
Implementing a strong testing program can demonstrate your commitment to environmental responsibility, improving your reputation with regulators, customers and the public. This approach also supports broader sustainability goals, like meeting corporate social responsibility targets and industry certifications.

Turning Test Results Into Action: Process Optimization and Compliance
Collecting water testing data is just the first step — true value comes from transforming that data into actionable strategies. Here are some actionable tips that can help you transform your test results into action:
- Monitor trends to adjust processes: Monitoring trends like BOD, pH and TSS can help you adjust your processes to meet compliance and efficiency goals. For example, a spike in BOD could mean it is time to adjust chemical dosing or aeration on your treatment systems. At the same time, a change in pH could mean you will need to correct your processes to prevent corrosion or permit violations.
- Integrate data with compliance reporting: Integrate your testing data into your compliance reporting process. This will make it much easier to submit important data to regulatory bodies like the EPA and make managing your operations more seamless.
- Use technology: You could set up automated alerts for when parameters are exceeded or use real-time dashboards so staff can quickly respond to issues, reducing the risk of noncompliance and fines. One study found that paper and pulp mills that used digital technologies like automated and advanced analytics saw throughput gains of 5% to 10%, yield gains up to five percentage points, and significant savings in materials, chemicals and energies.
- Leverage predictive maintenance: Another best practice is using your historical data for predictive maintenance. The data will show you the best times to service your equipment so you can prevent failures and avoid unplanned downtime and repair expenses.
- Communicate across teams: Make sure your compliance, operations and management teams have access to the same data. Effective communication can foster a culture of continuous improvement.
Common Challenges in Water Testing for Pulp and Paper
Water testing in the pulp and paper industry is important, but it can come with challenges like trouble maintaining consistent compliance and difficulty controlling the mixture of contaminants found in mill wastewater. These challenges will take advanced analytical techniques and specialized expertise.
Keeping up with changing regulatory standards and reporting requirements can also be challenging, especially when you are also trying to manage large volumes of data and integrate the results into your daily operations. You will need to strike a balance between costs, speed and accuracy of testing when making the decision in investing in-house capabilities or relying on external labs.
How AquaPhoenix Can Help
AquaPhoenix is uniquely positioned to help mills overcome pulp and paper testing obstacles. We offer custom test kits and supplies tailored to the specific needs of the pulp and paper industry, along with expert technical support and training to ensure your team is always up to date on compliance and testing requirements. Our advanced data management and integration tools will take care of those large datasets and compliance reporting so you do not have to.
With deep regulatory expertise and a commitment to customer service, AquaPhoenix delivers reliable, industry-leading solutions that help your mill achieve operational efficiency and peace of mind.
Partner With AquaPhoenix for Comprehensive Pulp and Paper Testing Solutions
Managing water quality in the pulp and paper industry is complex, but you do not have to face these challenges alone. AquaPhoenix Scientific provides custom test kits, expert technical support and advanced data management tools designed specifically for your mill’s water treatment needs. Our regulatory expertise and compliance support help you stay ahead of evolving requirements, while our commitment to reliability and customer service sets us apart.
With AquaPhoenix, you gain a trusted partner dedicated to your operational efficiency and environmental goals. Contact us today to optimize your mill’s water testing program and ensure ongoing compliance.


The oil and gas industry performs complex, high-demand operations. The criticality of these tasks emphasizes the need for quality testing and treatment options that enhance efficiency, maintain product control, and ensure worker and environmental safety. This article explains more about oil and gas industry testing.
Benefits of Testing in the Oil and Gas Industry
Testing is fundamental to nearly every stage of oil and gas operations. From exploration to processing, oil and gas teams must have access to efficient equipment, accurate information and safe working conditions. Testing allows teams to:
- Ensure worker and environmental safety.
- Inform decision-making about field development.
- Optimize production with improved efficiency and maximum recovery.
- Protect equipment and infrastructure from corrosion, scaling and other risks.
- Meet product quality expectations by preventing contamination and meeting specifications.
- Support regulatory compliance to meet environmental standards and avoid fines or shutdowns.
- Protect the environment from hazardous substances and prevent soil, water and air contamination.
Common Tests in the Oil and Gas Industry
Water is vital for industrial operations in the oil and gas industry. Production processes, including drilling, fracking, refining and enhanced oil recovery (EOR), require water to maintain productivity. However, water contaminants can impact oil recovery rates, maintenance costs and equipment efficiency. Impurities in wastewater can also affect surrounding wildlife and the environment, potentially leading to compliance issues or legal implications.
Common water contaminants include:
- Heavy metals: Arsenic, mercury, lead and other heavy metals can significantly impact human health and the environment. Heavy metals in wastewater can cause oil and gas equipment corrosion, affect chemical processes and harm surrounding wildlife.
- Microbial contaminants: Viruses, bacteria and other contaminants can negatively impact water quality. These pathogens can create health risks and result in potential legal liabilities. Bacteria and fungi thrive in oil and gas environments, which can cause issues like formation damage, souring or corrosion during various application stages.
- Chlorine and chloramine: While these substances can disinfect water, excessive amounts can create unpleasant odors and harm wildlife that consumes wastewater.
- Total dissolved solids (TDS): High TDS levels indicate high concentrations of substances like minerals, metals and salts. These substances can cause scaling in machinery or piping and impact the taste of water.
- pH imbalance: Imbalances in water pH can accelerate equipment and pipeline corrosion, cause scale buildup, and impact the effectiveness of chemical treatments in oil and gas operations.
Oil and gas teams can leverage several common tests to identify these water impurities and determine proper treatment. These tests include:
1. Water Quality Analysis
Poor water quality can negatively affect equipment and processes. Scaling and corrosion can reduce equipment efficiency, and contaminants can alter the density and viscosity necessary for drilling. Poor water quality can also lead to hazardous gas formation, which can severely harm workers and wildlife. Furthermore, oil wastewater treatment is critical for meeting environmental compliance.
Water quality analysis tests aim to identify substances and conditions that could pose health and safety concerns, contaminate bodies of water or soil, and negatively impact equipment and processes. These tests are:
Total Dissolved Solids
TDS measures the content of organic and inorganic substances dissolved in water. This test often uses gravimetric methods or conductivity meters to gather measurements. Gravimetric methods are lab-based approaches that involve evaporating water and weighing the remaining residue. Conductivity meters examine water’s electrical conductivity. Higher conductivity levels indicate a higher number of TDS present.
Total Suspended Solids (TSS)
Materials suspended in water or wastewater, such as wastes and silt, are TSS. Monitoring TSS levels is crucial for assessing water quality and ensuring compliance with environmental regulations. To determine TSS levels, teams filter water, then dry, weigh and evaluate the residue remaining on the filter.
Oil and Grease
An oil and grease test measures the amount of hydrocarbons in water. Oil and grease can harm the environment and impact machinery function, making it crucial to remove them before reusing or discharging water. Generally, analyzing oil and grease levels involves collecting water samples, adding suitable solvents, and separating the substances to determine the total oil and grease present. Other methods, including infrared spectroscopy and silica gel treatments, can provide additional insights into quantifying oil and grease.
Ions and Metals
Ions and metals tests look for specific dissolved ions, such as sulfate, sodium, magnesium, calcium and more. Certain ions cause scaling, corrosion and environmental risks, making it crucial to test for them. Teams can use on-site or laboratory analysis to assess ions and metals. On-site methods include leveraging rapid testing kits and continuous monitoring systems. Laboratory analysis may involve ion chromatography (IC), atomic absorption spectroscopy (AAS), inductively coupled plasma mass spectrometry (ICP-MS) or inductively coupled plasma optical emission spectrometry (ICP-OES).
An IC analysis involves separating and quantifying ions, while AAS techniques measure the concentration of specific elements by analyzing light absorption. ICP-OES uses plasma to excite atoms and analyze multiple elements by light emission, while ICP-MS uses coupled plasma to ionize, separate and quantify ions.
Physical and Biological Parameters
Physical parameters like conductivity, pH, color and temperature can indicate the presence of organic and inorganic substances. Teams can evaluate these elements using field meters or laboratory instruments. Biological parameters, such as bacterial counts or biological oxygen demand (BOD), can indicate microbial activity.
2. Water-in-Oil Analysis
A water-in-oil analysis is beneficial for quality control. Refineries and many buyers require crude oil that meets specific content specifications. Excess water in oil reduces the oil’s value, and water in refined oil can cause engine problems in end products. Additionally, water in stored oil can settle and cause corrosion, causing problems for tanks, pipelines and other infrastructure.
Teams can test for excess water in oil by using several methods:
- Karl Fischer (KF) titration: This method is great for precise measurements in oil and petroleum products. KF titration is highly accurate, making it suitable for various water concentrations and oil types. It determines water quantity by using volumetric or coulometric titration. Volumetric titration involves dissolving samples in methanol and adding iodine to determine the endpoint. Coulometric titration detects the endpoint through electrochemical means.
- Crackle test: The crackle test is a quick, qualitative field test to detect emulsified water. This method requires minimal equipment but may not detect dissolved water. Testing the oil involves placing a sample on a hot plate with a temperature between the boiling point of oil and water. Sputtering, crackling or bubbling indicates the presence of water.
- Calcium hydride testing: Calcium hydride testing determines whether water is present by causing a reaction that produces hydrogen gas. Teams can use calcium hydride testing kits to complete an on-site analysis. Generally, these tests require adding oil to a container before sealing and shaking it. A manometer inside the container measures the pressure increase, which is directly proportional to the amount of water in the sample.
3. Well Testing
Well testing is the process of producing fluids temporarily from a well under controlled conditions. Teams can gather information to analyze the well’s performance, production potential and reservoir characteristics. This data is critical for improving reservoir management, optimizing production strategies and reducing risks in field development. There are several well testing techniques, including:
- Drawdown tests: A drawdown test or pressure transient test measures well performance. This process involves monitoring pressure changes as you produce a well at a constant rate. Generally, teams will shut down the well for a period before testing to allow the pressure to stabilize. After opening the well, teams can monitor the downhole pressure at a constant rate.
- Buildup tests: This test measures how reservoir pressure recovers after a well is shut following production. Buildup tests provide similar information to drawdown tests, but can be more reliable because the well is not flowing during measurement. During this test, teams monitor the pressure while the well is shut in.
- Injection tests: Injection tests use water, gas or another fluid injection to determine fracture pressure and evaluate EOR potential. These tests depict potential limitations, such as formation restrictions and wellbore damage. There are several types of injection tests, including tracer, step-rate and pressure buildup tests.
- Falloff tests: A falloff test is the counterpart to an injection test. This technique measures how pressure declines after stopping an injection. Teams analyze the pressure decline to determine parameters such as skin factor, permeability and reservoir boundaries.
- Interference tests: Interference tests evaluate the connectivity between wells by monitoring pressure changes in one well due to changes in another well. Typically, the process involves injecting fluid into one well and measuring the pressure response of the second. This test aids in determining well placement and the effectiveness of hydraulic fracturing.
Water Treatments for the Oil and Gas Industry
Various water treatments in the oil and gas industry remove contaminants and impurities from water sources and wastewater. The most common treatment methods are chemical treatments, filtration processes and separation techniques.
- Chemical treatments: Chemical treatments use scale inhibitors, corrosion inhibitors, biocides and other chemicals to remove water contaminants. This treatment type can effectively prevent corrosion, scale formation and bacterial growth.
- Filtration processes: This technique allows teams to physically remove solids and contaminants from water. Several types of filtration processes are available. Media filtration traps solids in gravel beds, sand or another medium. Cartridge or bag filters can remove fine particles, while other specialized media filters can remove oil and solids from produced water. Automatic self-cleaning filters can provide a continuous removal of solids in high-flow systems.
- Separation techniques: Separation techniques separate oil, solids and water based on physical property differences. Methods like centrifugation use centrifugal force to separate impurities, while electrocoagulation coagulates impurities with an electric current. Additional techniques can meet large-scale or specialized application needs.
Requirements and Compliance Needs
Operational needs, industry standards and protection initiatives shape the requirements for testing and water treatments in the oil and gas industry. Consider these requirements for oil and gas water treatment:
1. Regulatory Compliance
The oil and gas industry must adhere to federal and state regulations. Regulations from organizations like the Environmental Protection Agency (EPA) and the Occupational Safety and Health Administration (OSHA) aim to ensure safe and efficient operations. For example, OSHA outlines standards for hazardous and flammable materials. The EPA also requires teams to determine if wastewater is hazardous under the Resource Conservation and Recovery Act.
2. Operational Requirements
Operational requirements aim to protect equipment and promote process efficiency. Treating water prevents scaling, corrosion and fouling in processing equipment, wells and pipelines. Additionally, teams must meet water quality specifications for drilling, EOR, cooling systems and hydraulic fracturing. Operational requirements may vary by team and equipment needs. Generally, oil and gas teams can expect to complete operational monitoring and troubleshooting, product quality maintenance and equipment and infrastructure protection.
3. Environmental Protection
New regulations aim to remove or reduce chemicals, solids and hydrocarbons that can cause water or soil pollution due to oil and gas operations. Compliance requirements may include disposal or water reuse procedures. For example, the Clean Water Act outlines the responsibilities federal facilities have to prevent water pollution, meet water quality standards and develop risk management plans.
4. Documentation and Quality Assurance
The oil and gas industry is also subject to stringent documentation and quality assurance requirements. Regulatory bodies aim to ensure responsible water management and pollution prevention, and documentation supports team initiatives. Some documentation requirements could include chemical management programs, water quality monitoring data, permit applications, water management plans and risk assessments.
Common Challenges With Testing and Treatment
The complexity of oil and gas operations and regulatory and compliance needs present several challenges to testing processes. These challenges include:
- Complex water composition: Produced water can contain heavy metals, chemicals, microorganisms, solids and soils. With such a varied composition, teams may face challenges adopting robust testing protocols and treatment systems.
- High levels of contaminants: Water can also face high concentrations of contaminants like suspended solids, oil, grease and toxic substances. These high concentrations may demand multiple treatment stages or specialized equipment.
- Harsh operating environments: Oil and gas applications often occur in remote locations, under extreme temperatures, or in environments with high pressures. These harsh conditions can complicate testing and treatment operations, requiring laboratory access or increased equipment needs.
- Sampling issues: Inconsistent testing or sampling errors can lead to inaccurate test results. Without proper testing protocols and reliable testing equipment and techniques, teams may implement unnecessary treatments, wasting time and resources.
Request Oil and Gas Water Treatment Solutions
The oil and gas industry must comply with stringent requirements, meet buyer standards and complete safe operations to protect workers and the environment. Oil and gas teams looking to meet standards and improve operations can trust AquaPhoenix Scientific to deliver chemical processing and fracturing solutions.
AquaPhoenix Scientific offers testing products for hydraulic fracturing operations, downstream boiler monitoring, potable water testing, work-over applications, and boil and CO2 test products for EOR applications. We can also develop custom test kits to meet your unique needs. Contact our team to learn more about our testing solutions.


Testing for the beverage industry helps maintain product quality, safety and regulatory compliance. Whether you’re managing process water for a large-scale beverage plant or ensuring the integrity of your equipment, you’ll need to regularly test for contaminants, pH and microbial threats. Testing will help you avoid unplanned shutdowns and regulatory violations. It also keeps filtration and other bottling equipment running smoothly and your products safe and high-quality.
In this article, we will discuss how beverage industry testing works, outline the common tests and explain how to build a quality testing program to support operational efficiency and compliance.
Understanding Quality Tests in the Beverage Industry
Industrial beverage producers face unique challenges since water quality directly impacts the safety of their products, the performance of their equipment and their regulatory standing. Water is the main ingredient in most beverages, from bottled water to beer, soda and juice, and its quality directly affects the safety, taste and consistency of the final product.
However, contaminants like microbes, heavy metals and chemicals can get into water and ruin batches. They can also damage equipment and lead to costly breakdowns or regulatory violations. As such, it’s important to test process water before it is used in production.
Standard tests in the beverage industry include microbiological, chemical and water testing, all designed to protect your products and processes. Whether you’re running a brewery, bottling facility or a juice plant, you’ll need to regularly check for common contaminants and meet the standards set by regulatory bodies.
Importance of Beverage Quality Testing
Regular testing can help you keep unsafe products from the market and prevent delays. It can also help you avoid audit challenges and costly equipment repairs. Here are the top reasons to regularly test your water and beverages.
1. Maintaining Product Safety and Consumer Health
Regular beverage testing will identify harmful contaminants, including:
- Pathogens, such as E. coli, salmonella and listeria.
- Heavy metals.
- Ammonia.
- pH imbalance.
- Total dissolved solids (TDS).
- Chemical residues.
All of these contaminants can pose health risks for consumers. Regular testing keeps unsafe products from reaching the market.
2. Meeting Regulatory and Quality Standards
The beverage industry must comply with strict regulations from the Federal Drug Administration (FDA), Alcohol and Tobacco Tax and Trade Bureau (TTB) and Environmental Protection Agency (EPA). It also must follow international standards like the International Organization for Standardization (ISO) and Hazard Analysis and Critical Control Points (HACCP).
You’ll need to meet these quality standards for the beverage industry. Testing demonstrates your compliance and helps you avoid fines, recalls and shutdowns.
3. Protecting Equipment and Operational Efficiency
Contaminants in process water can lead to scaling, corrosion and biofilm buildup in your filtration systems, bottling lines and other essential equipment. Routine testing finds these issues before they can occur, so you can address them early and avoid downtime or costly maintenance.
4. Safeguarding Brand Reputation and Customer Trust
Even just one quality incident or recall can affect your brand’s reputation and customer confidence. Through consistent beverage industry quality testing, you make sure all products meet safety, taste and appearance expectations. That way, you can keep your strong market position and continue putting out products that customers trust.
5. Supporting Continuous Improvement and Cost Control
Testing can give you the actionable data you need to adjust your processes for greater efficiency. The data can also show you areas where you can reduce waste and keep your products consistent. By spotting trends or issues before they occur, you can make more informed decisions for your operational efficiency and long-term profitability.
Types of Tests Performed
Most tests are standardized and required, while some are specialty tests for certain products. Water testing for beverage industry applications is especially crucial, since water is the foundation of every batch you make. Dairy testing also involves similar core tests to ensure safety and consistency.
Here are some of the common tests performed in the beverage industry.
Microbiological Testing
Microbiological tests detect harmful pathogens like E. coli, salmonella and listeria. These organisms can enter your production process through raw materials, water or the equipment itself, and even a small amount can lead to health risks and product recalls. Regular microbiological testing also looks for biofilm and microbial growth in your process water systems. Biofilms can form inside pipes and tanks, making them difficult to remove and increasing contamination risks throughout an entire facility.
Chemical and Physical Testing
Chemical and physical tests monitor key parameters, such as pH, dissolved solids, heavy metals, and whether a batch contains additives or preservatives. pH testing is especially important for water treatment because it impacts both product quality and equipment performance. A sensory analysis evaluates the taste, odor and appearance of beverages. It makes sure your water and finished product meet your customers’ expectations and regulatory requirements in the beverage industry.
Water Testing for the Beverage Industry
Water quality testing is necessary for both the product and your process. Poor water quality can introduce contaminants, impact the flavor of the beverage and damage equipment. Critical water tests include:
- Microbial counts.
- Chemical analysis for substances like chlorine or heavy metals.
- Mineral count checks.
Routine water testing helps you catch problems early, maintain compliance and protect your brand reputation.
Testing for Breweries and Specialty Beverages
Breweries and specialty beverage producers must conduct standard microbiological and chemical tests in addition to specific ones. For example, breweries need to measure bitterness, gluten content and diacetyl levels to ensure consistency and meet labeling requirements. These regular tests help deliver safe, high-quality products.
How to Build a Beverage Quality Testing Program: Step-by-Step Guide
You need a strong beverage quality testing program to comply with industry regulations, protect your equipment and continue delivering consistent products to your customers. The following approach will help you identify gaps, choose the right tests and ensure best practices.
1. Assess Your Current Water and Beverage Testing Capabilities
Start with an audit of your existing testing processes. Review the tests you’re already performing, how often you conduct them and who is responsible for each step.
Next, look for gaps in your coverage. Determine if there are any contaminants or parameters you’re not monitoring. Also, make sure your methods are up to date according to current industry standards. Then, you can consider whether you’re testing your beverages frequently enough for your production volume and risk profile.
By thoroughly assessing your current processes, you can better see where to make improvements. This first step will set the foundation for an effective testing program.
2. Choose the Right Tests for Your Product, Process, and Equipment
The next step is to match your testing program to your specific needs. Choosing the right tests will help you target risks most relevant to your operation and avoid unnecessary costs. Consider these three factors to choose tests:
- Type of beverage you produce
- Your water source
- The scale of your operation
For instance, if you’re responsible for a brewery operation, you might need to test for bitterness and gluten. Calcium can affect the yeast, while sulfates can add to bitterness.
If you run a bottling plant, you’ll need to focus on microbial and chemical contaminants. Review regulatory requirements for your industry, such as FDA or TTB standards, to ensure you’re meeting the right guidelines.
3. Implement a Sampling Plan
To get reliable results from your tests, you’ll need to design a strong sampling plan. Determine how often and at what point in your process you’ll collect samples and how you’ll document each test.
For example, a brewery might sample water at the intake, after filtration and in the final product. In contrast, an industrial water treatment facility would likely focus on key points throughout the distribution system.
Batch sampling will help you catch issues early and maintain a traceable path throughout your entire operation. Make sure you document every single sample, including the date, time, location and results, for compliance purposes and troubleshooting.
4. Choose Testing Methods and Technologies
Next, decide whether you’ll conduct tests in-house, use a third-party lab or both. In-house testing offers greater speed and control, while third-party labs have specialized expertise and independent verification that benefit many operations.
Consider technologies like rapid testing kits, automated analyzers and digital data management tools in your testing process. These tools can improve efficiency, make them less susceptible to human error and give you real-time insights into your testing process.
5. Establish Training and Quality Assurance
Your testing program is only as strong as the people running it. Invest in staff training to make sure that everyone understands proper sampling, testing and documentation procedures. You can also perform proficiency testing and ongoing quality assurance tests to make sure you’re catching any errors that could arise before they turn into problems.
Encourage your team to continually improve these quality tests, and to look for and address issues proactively.
6. Document for Compliance
Throughout the entire testing process, you’ll need to keep accurate records for traceability and audits. Document each test you perform and track the following:
- Results
- Corrective actions
- Any deviations from standard procedures
Documenting these items can support your compliance efforts and help you spot trends that could improve your processes.
Common Challenges in Beverage Testing
It’s common for facilities to deal with challenges related to beverage testing, like:
- Inconsistent sampling.
- Inadequate staff training.
- Poor documentation.
- Changing regulations.
- Relying on outdated methods.
- Failing to adjust testing frequency as your production scales up.
You can avoid these pitfalls by continuously reviewing your program and staying current on industry best practices. There are several industry resources you can use to design an effective testing program. You can also seek guidance from experts as you build or update your testing processes.

Benefits of Regular Beverage Quality Testing
Regular beverage quality testing offers several benefits.
Catch Problems Early
Routine testing detects contaminants, process deviations or equipment issues before they can impact your final product. Early detection means you can address any issues quickly, helping to minimize widespread contamination risks or production delays. That way, you can stay ahead of potential problems and ensure consistent product quality.
Avoid Costly Recalls
A single recall can affect your finances and reputation. A strong beverage industry quality testing program can act as a safeguard from these issues. By regularly testing for contaminants and other hazards, you ensure unsafe products never enter the market, helping you avoid the costs and disruption of product recalls.
Maintain Customer Trust
Your customers expect safe, high-quality beverages every time they purchase your product. Consistent testing shows your commitment to quality and safety. Beverages that are safe and consistently taste great help you build trust with your customers and partners.
Extend Equipment Life
Testing also protects your equipment. When you continually monitor your water quality, you can detect issues like scaling and biofilm buildup early. From there, you can prevent the buildup from damaging your filtration systems and other equipment. A proactive approach can extend your equipment’s lifespan and help you avoid downtime.
Support Continuous Improvement
Regular testing provides valuable data you can use to improve your processes and operations, from increasing efficiency to boosting consistency in your products. A strong testing program can support your long-term goals and help you stand out from the competition.
How to Choose a Testing Partner — Key Factors to Consider
Choosing a testing partner can affect every aspect of your beverage quality program. You’ll want to consider the expertise of the company you choose, looking for one that has the testing kits and supplies you need and also offers support services to help you succeed.
Consider these factors to choose the right beverage quality testing partner for your operation:
- Wide range of testing solutions: Choose a testing partner that has the kits you need for water, microbiological, chemical and specialty testing. That way, you can source all of your testing supplies from one trusted partner, making it easy to procure supplies and avoid administrative challenges.
- Speed and reliability: Downtime and delays can be costly, so you’ll need a partner that can get you the correct kits and supplies as quickly as possible. Choose a partner with rapid turnaround and responsive customer service so you can keep your operations running smoothly.
- Support and expertise: Look for a partner who offers technical support, training and guidance. They should be available to answer your questions, troubleshoot and show you how to adapt your testing to changing regulations or production needs.
- Flexibility and value-added services: All beverage operations are unique and have their own quality challenges. Choose a testing partner willing to create custom testing kits and instructions for your unique requirements.

Get Comprehensive Beverage Industry Testing Solutions at AquaPhoenix
You need a strong beverage testing program and a reputable partner to help you deliver safe, high-quality and consistent products to your customers. At AquaPhoenix, we are dedicated to upholding the highest standards of safety, quality control and customer support, establishing us as industry leaders. Each of our quality control and assurance kits is developed and supported by experienced industry professionals, empowering customers to achieve excellence in their own operations.
Our team is always willing to go the extra mile for our clients, and we offer a breadth of testing options. Our EndPoint ID® and EndPoint ID® PLUS lines ensure you have everything you need for water, microbiological, chemical and specialty testing. We also provide fast deliveries, so you can rely on us for your testing needs.
Elevate your beverage production standards with AquaPhoenix. Contact us today to streamline your beverage and water testing program.


Dairy processing is a critical industry responsible for delivering safe, high-quality milk and dairy products to millions of consumers nationwide. Given the perishable nature of dairy and its potential health risks if mishandled, strict dairy processing safety regulations govern every carton of milk and block of cheddar, from raw milk collection to final packaging. These regulations protect consumer health, ensure product integrity and maintain confidence in the dairy supply chain.
Key Regulatory Bodies
Several federal, state and local agencies oversee dairy processing to protect public health and set clear dairy safety standards.
Food and Drug Administration (FDA)
The FDA holds primary responsibility for regulating dairy product safety at the national level. Through the Pasteurized Milk Ordinance (PMO) — a model regulation adopted by most states — the FDA governs critical aspects like pasteurization, bacterial limits, sanitation, equipment maintenance, and evaluating and approving milk laboratories. The PMO mandates regular inspections and audits, ensuring dairy processing facilities adhere to national sanitation and safety standards.
The agency also enforces the Food Safety Modernization Act (FSMA), which requires dairy processors to implement Hazard Analysis and Critical Control Points (HACCP) programs. These systematic procedures identify, evaluate and control potential hazards throughout the production chain.
United States Department of Agriculture (USDA)
The USDA complements FDA oversight, focusing on farm-level practices and quality assurance. It oversees inspections and provides certifications for dairy products through initiatives like the Dairy Program and Dairy Plant Survey Program. These voluntary inspections evaluate dairy operations to confirm adherence to hygiene standards, animal health and processing guidelines, ensuring product quality and safety.
USDA’s Agricultural Marketing Service (AMS) branch oversees product grading and voluntary quality certifications such as grade A for milk and AA for butter. The USDA also plays a key role in monitoring hormone and antibiotic use on farms.
State and Local Regulations
While federal guidelines provide uniform standards, state and local governments establish additional, sometimes more stringent, dairy processing compliance requirements. Compliance can vary significantly by region.
Local health departments also play a critical role in enforcing these rules through facility inspections, licensing and monitoring. Understanding this multi-layered regulatory framework helps dairy processors navigate compliance requirements effectively.
Safety Standards and Guidelines
Maintaining rigorous safety and hygiene practices in dairy processing facilities is critical to preventing contamination, safeguarding consumer health and meeting regulatory expectations.
Hygiene and Sanitation
Cleanliness is the foundation of food safety in dairy processing. Facilities must clean and sanitize every surface, pipe and contact point to prevent contamination. Guidelines typically include:
- Use of industry-approved, non-corrosive cleaning agents to prevent microbial growth.
- Clean-in-place (CIP) and clean-out-of-place (COP) protocols for equipment.
- Handwashing stations, footbaths, strict use of protective clothing and other personal hygiene measures for staff.
- Pest control and facility cleanliness audits.
Dairy processing plants can enhance the hygiene and sanitation processes through various techniques and tools, including:
- Titration kits or test strips for verifying sanitizer concentrations and ensuring no chemical residuals remain on surfaces or in product contact areas.
- Oxidation-reduction potential (ORP) meters, which ensure that the sanitizer strength is active.
- Colorimetric test kits for on-the-spot chemical concentration validation.
Temperature Control
Milk is highly perishable, and its safety depends on precise temperature management to inhibit harmful microbial growth and preserve product quality. For instance, raw milk must be chilled promptly to temperatures below 35-40°F (1.7-4.4°C) soon after milking to slow bacterial proliferation.
Pasteurization is also a key thermal process for ensuring quality. It involves heating milk to 161°F (72°C) for at least 15 seconds to eliminate pathogens that may be present in raw milk. This process is legally mandated and scientifically validated to kill pathogens, including Coxiella burnetii, Salmonella, Listeria and E. coli, without degrading nutritional quality.
After pasteurization, rapid cooling is essential to maintain freshness and extend shelf life. Monitoring and controlling these temperature thresholds with calibrated sensors and timers ensures compliance with federal standards and supports food safety in dairy processing.
Quality Control Measures
Regular and systematic testing during dairy processing helps detect contaminants such as harmful bacteria, antibiotic residues and chemical agents. Utilizing products such as test kits for microbial enumeration and ATP meters for surface cleanliness validation ensures comprehensive monitoring. Additionally, maintaining accurate records of tests and quality control measures provides traceability, which is essential for compliance and consumer safety.

Employee Training and Safety Practices
Dairy processing environments are dynamic and fast-paced, requiring well-trained personnel who understand their roles in maintaining safety and compliance.
Training Programs
Ongoing training programs enable employees to uphold dairy safety standards consistently. Employees must be familiar with various procedures and concepts, including:
- Hygiene protocols
- Proper equipment handling
- Emergency response procedures
- Allergen management and labeling
- Critical control point (CCP) monitoring
- Food safety standards and regulations
- Site-specific protocols for contamination prevention
Certification in food safety handling may also be necessary for some employees, depending on their role.
Personal Protective Equipment (PPE)
PPE is essential for minimizing contamination risks and protecting employees from occupational hazards. Common PPE required in dairy processing facilities includes:
- Splash-resistant coveralls: These protect employees from milk spills and contaminants.
- Gloves: Gloves prevent direct contact with milk and dairy products.
- Face masks and hair nets: Hairnets and masks minimize contamination from airborne particles and hair.
- Safety boots: Nonslip footwear ensures secure movement within facilities, protects feet from spills and helps maintain hygiene.
- Face shields: Goggles or face shields help protect against chemical exposure.
Risk Management and Emergency Procedures
A robust risk management system is essential to identify threats before they affect product safety or worker health in dairy processing operations.
Identifying Hazards
Dairy processing facilities must address common hazards, which include:
- Biological contaminants such as bacteria and viruses.
- Physical risks such as hair, dust and other foreign particles.
- Chemical threats such as cleaning agents and sanitizer residues.
The HACCP framework remains the cornerstone of dairy industry risk management. It enables facilities to identify risks from raw milk reception to final product packaging and facilitates dairy processing compliance with industry regulations.
Emergency Response Plans
A well-developed emergency response plan allows dairy facilities to effectively handle unforeseen incidents, safeguarding employee safety and maintaining operational continuity. Key elements of an effective emergency response plan include:
- Defined roles and responsibilities for staff.
- Regularly conducted emergency drills to enhance preparedness.
- Clear procedures for emergencies such as equipment failure, contamination incidents or chemical spills.
Compliance and Inspections
Routine compliance checks and inspections allow dairy facilities to consistently meet regulatory requirements and maintain consumer confidence. Facilities that proactively manage their documentation, training and testing protocols are more likely to pass audits and avoid enforcement actions.
Regular Inspections
Regulatory agencies, including the FDA, USDA and local departments of agriculture, can conduct scheduled and unannounced inspections. These assessments evaluate:
- Sanitation
- Product testing
- Equipment maintenance
- Recordkeeping accuracy
- Employee hygiene practices
- Quality control system effectiveness
Many facilities conduct internal audits that mirror official inspections to enhance regulatory readiness. These proactive reviews allow teams to identify potential noncompliance issues and make corrections before outside auditors arrive.
Consequences of Noncompliance
Noncompliance with dairy processing safety regulations can result in serious consequences, including:
- Penalties such as fines or business shutdowns.
- Legal implications, including lawsuits or product recalls.
- Damage to reputation, which erodes consumer trust and business relationships.
Keep Your Dairy Operation Compliant and Competitive With AquaPhoenix
Adhering to dairy industry regulations is vital for delivering safe, high-quality dairy products while protecting consumer health. From federal standards set by the FDA and USDA to localized enforcement, the regulatory framework demands vigilance across all processing aspects.
AquaPhoenix Scientific provides reliable, user-friendly testing kits and solutions tailored to the dairy industry’s unique needs. Our comprehensive portfolio helps processors monitor critical parameters and uphold the highest safety and quality standards. Contact us today to keep your dairy products safe, your operations efficient and your customers satisfied.

Rigorous testing is critical in maintaining quality and safety standards within the dairy industry. Processing facilities must verify every batch of raw milk and finished dairy products for microbial content, mineral composition and chemical residues. Regular testing ensures products are safe for consumption, free from harmful contaminants and compliant with regulatory standards.
Microbiological Testing
Dairy products are often at risk of contamination due to their nutrient-rich content, which makes them ideal environments for bacteria to thrive. Microbiological testing in the dairy industry is essential in identifying potential risks in dairy products:
- Preventing foodborne illnesses: Microbiological testing helps protect consumer health by identifying harmful pathogens like Salmonella and E. coli.
- Ensuring product quality: Contamination can lead to spoilage, affecting dairy products’ texture, taste, and shelf life.
- Maintaining regulatory compliance: Food safety regulations mandate microbiological testing to protect public health and ensure dairy products meet national and international standards.
Microbiological dairy industry tests monitor raw milk, in-process products, final products and surfaces. Key products used include Petrifilm™ (3M) for quick enumeration of coliforms, E. coli, yeast/mold, and aerobic plate counts, and ATP Meters such as Hygiena EnSURE for surface cleanliness verification.
Total Plate Count
Total plate count (TPC), also known as aerobic plate count or standard plate count, measures the total number of viable aerobic bacteria in a dairy sample. TPC involves culturing a diluted milk or dairy product sample on a nutrient agar plate. After incubation, lab technicians count the colonies and express the results as colony-forming units per milliliter. A high TPC reading may indicate contamination, poor storage practices or insufficient pasteurization. Total plate count kits can expedite this process.
Coliform Testing
Coliforms are bacteria commonly used as indicators of fecal contamination. Their presence signals that other pathogens may be present and that something has compromised the production environment or product. Labs conduct coliform testing using methods like most probable number (MPN) or membrane filtration to quantify these bacteria.
- MPN: This statistical method estimates coliform levels based on bacterial growth in lactose broth. Gas production indicates a positive result.
- Membrane filtration: This method involves capturing bacteria on a membrane and culturing them on selective media for colony counting.
A positive coliform result requires immediate follow-up to identify the contamination source and prevent potential outbreaks.
Pathogen Testing
Pathogen testing identifies specific harmful microorganisms, including Salmonella spp., Listeria monocytogenes and E. Coli. These bacteria can survive various processing methods and cause serious health consequences. The primary techniques for pathogen detection include:
- Polymerase chain reaction (PCR): PCR rapidly amplifies the DNA of target organisms, making it one of the most sensitive and specific methods available. It allows for high-accuracy early-stage detection.
- Culture methods: These techniques involve growing bacteria on selective media, followed by identification using biochemical tests. Though slower than molecular methods, culture remains vital for determining organism viability and performing antimicrobial resistance testing.
Testing Frequency and Protocols
Regular microbiological testing is necessary to maintain dairy product quality and safety. While exact frequencies depend on product type, stage in production and local regulatory requirements, some general practices contained in the Food and Drug Administration’s Pasteurized Milk Ordinance include:
- Raw milk: Microbiological testing, such as TPC and coliform testing, should be performed for every batch to ensure the milk is free from harmful bacteria before processing.
- Processed dairy products: Testing should occur more frequently during production. Producers must sample processed products like cheese and yogurt at least four times every six months to assess microbiological contamination and quality.
- Sensory tests: Facilities should conduct sensory evaluations, including assessments of taste, odor and appearance, for every batch.
Dairy producers must maintain all dairy product quality testing records to ensure traceability and facilitate swift responses in case of contamination at any production stage.
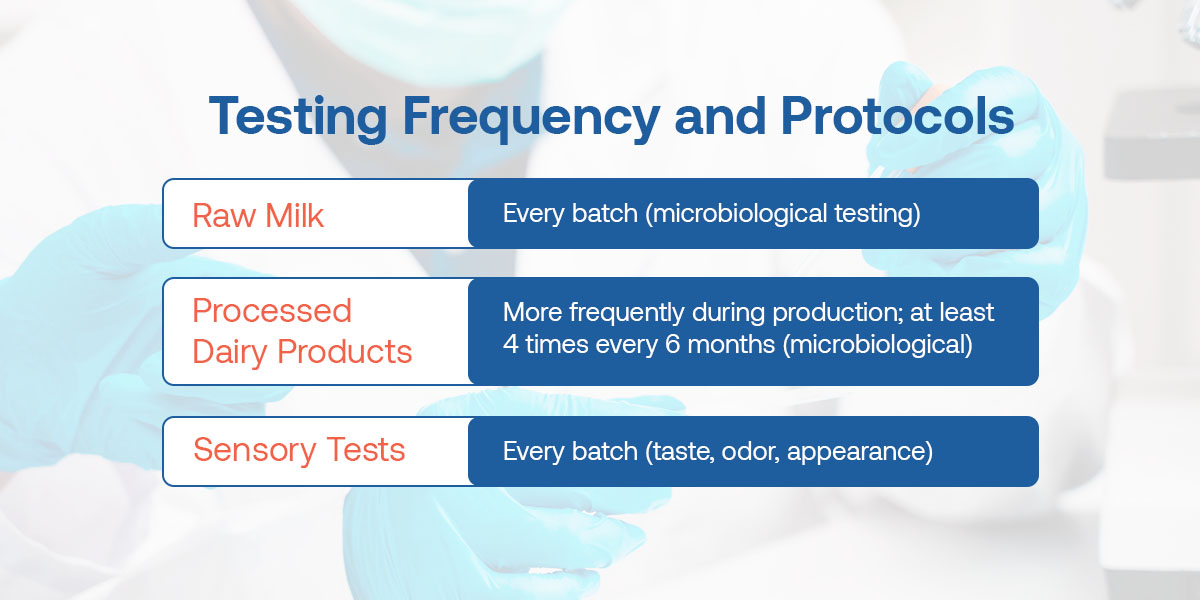
Mineral Testing
Accurate mineral content analysis helps facilities comply with regulatory standards and maintain product consistency. For example, marketers often cite dairy products for their high calcium content — this claim must be verifiable through testing. Mineral testing also supports nutritional labeling and quality control within the dairy industry.
Common Minerals Tested
The following are some commonly tested minerals in dairy products in compliance with food safety regulations:
- Calcium: Calcium is one of the most critical minerals in dairy products. It is crucial for bone health and muscle function in humans, and adequate intake prevents conditions like milk fever in dairy cows. In dairy processing, calcium facilitates coagulation during cheese-making.
- Phosphorus: Like calcium, phosphorus is vital for bone formation, energy production and maintaining cellular functions in both humans and dairy cows. Producers can test phosphorus levels using colorimetric tests or ion-selective electrodes (ISEs).
- Magnesium and potassium: Magnesium and potassium contribute to muscle function and electrolyte balance. Testing these minerals is essential for accurate labeling. Dairy producers can monitor magnesium and potassium levels using colorimetric assays or ion-selective electrodes.
Types of Mineral Testing Kits
Dairy processors can choose from various test kits to test for minerals, depending on the required precision and application environment.
- Colorimetric tests: These kits allow testers to add a reagent to the sample, causing visual color changes that indicate mineral presence and concentration. These tests are often simple, fast and suitable for in-plant quality checks.
- ISE: ISE systems offer more precise and scalable solutions. They measure the electrical potential created by specific ions and are ideal for continuous or high-throughput operations.
Colorimetric methods offer a cost-effective solution ideal for field use, while ISEs deliver enhanced accuracy and better support detailed quality control programs. Most modern dairies integrate both depending on the product and testing stage.
Hydrogen Peroxide Testing
Hydrogen peroxide test kits allow dairy facilities and regulatory bodies to test for hydrogen peroxide in final dairy products. Dairy plants sometimes use hydrogen peroxide in sterilization processes for packaging and equipment. Some parts of the world also use it as a preservative.
Because refrigeration is widely available in the United States, hydrogen peroxide is generally not permitted as a preservative outside of specific applications. Even trace levels of hydrogen peroxide in the final product can compromise taste, shelf stability and regulatory status.
Testing is essential for ensuring hydrogen peroxide levels fall within safe limits and maintain compliance with quality standards and protocols.
Testing Methodology
Most hydrogen peroxide detection kits use endpoint colorimetric analysis. In this method, dairy product samples are mixed with reagents, causing visible color changes that correspond to the concentration of hydrogen peroxide in the sample. A positive hydrogen peroxide test can indicate equipment cleaning issues, inadequate rinsing or improper handling of packaging materials.
Interpreting Results
Acceptable peroxide levels in dairy products are often close to zero. Test results are typically expressed in parts per million (ppm), and the most stringent thresholds range from 0.05 to 0.8 ppm, depending on the regulatory authority and product type. For instance, the Environmental Protection Agency (EPA) stipulates that when manufacturers use hydrogen peroxide solution to sterilize food packaging material, the residue limit should be no more than 0.5 ppm in the food product.
Sanitizing and Environmental Compliance
Sanitizing is a critical step in dairy processing to prevent contamination. It is essential to verify sanitizer concentrations and ensure no chemical residuals remain on surfaces or in product-contact areas. Common tests done in the dairy industry for sanitizing include:
- Titration kits or test strips, such as LaMotte or CHEMetrics, for verifying sanitizer concentrations (peracetic acid, chlorine, quats)
- Oxidation-reduction potential meters to ensure sanitizer strength is active
- Colorimetric test kits for on-the-spot chemical concentration validation
- Sanitizer residue tests
Dairy facilities must also ensure compliance with environmental discharge limits, biological load and chemical oxygen demand. Biological oxygen demand (BOD) is monitored using BOD5 test kits or respirometric systems such as Hach BODtrak. Chemical oxygen demand (COD) is assessed using Hach COD vials and digesters, which are EPA-approved methods. Total suspended solids and volatile suspended solids are measured using gravimetric analysis or Hach-style portable systems.

Comprehensive Testing Solutions for Dairy Producers From AquaPhoenix
Testing in the dairy industry is critical for verifying product quality and safety. From microbiological tests that detect harmful pathogens to mineral and hydrogen peroxide testing that verifies nutritional content and safety, these assessments help dairy producers maintain high standards in their products. Regular testing also supports regulatory compliance and consumer trust.
If you are looking for solutions to help you maintain stringent quality control in your operations, AquaPhoenix Scientific offers a range of reliable dairy industry test kits. Our dependable tools support every stage of your testing workflow. Explore our full range of dairy industry testing products and take your quality control to the next level.

 Here at AquaPhoenix Scientific we are always working towards making our business more efficient to better serve our customers. As we grow it means looking hard at how we conduct business to ensure it is efficient and serving our customer’s needs. Whether it is improving our warehouse practices to get orders out the door faster or upgrading our Enterprise Resource Planning (ERP) system to more efficiently handle our day-to-day business.
Here at AquaPhoenix Scientific we are always working towards making our business more efficient to better serve our customers. As we grow it means looking hard at how we conduct business to ensure it is efficient and serving our customer’s needs. Whether it is improving our warehouse practices to get orders out the door faster or upgrading our Enterprise Resource Planning (ERP) system to more efficiently handle our day-to-day business.
Around 15 years ago we needed to upgrade our ERP software to meet the needs of our growing business. We landed on Sage X3 as the software and enlisted the help of the Nextec Group to help us launch and integrate fully with the software. They understood our needs and had specialty in implementing ERPs for manufacturing businesses like us.
After a decade long partnership, our friends at the Nextec Group felt we warranted a customer story. Our dedication to lean manufacturing and requirements for flexible processes made us an interesting (to put it generously!) partner to work with. In the water treatment world, no two customers are the same and we needed a system and a partner that could handle that.
Thanks to our IT Director Mitch Medina and his team working tirelessly with the wonderful people at the Nextec Group, we were able to get Sage X3 integrated. It is now a daily part of our business and we continue to receive valuable support from our partners. Sage X3 is constantly being refined to make our business run smoother. We also owe Mitch a big thank you for representing AquaPhoenix Scientific by sitting down with the Nextec Group for an interview so this article could be written.
Read the full story by clicking on the button below to learn how AquaPhoenix Scientific is using Sage X3 to get you the right product, right on time.

We are honored and grateful to have been recognized by Iwaki America for our Ruby status for “Outstanding Sales Performance as a Walchem OEM Partner.

One of our core values is to continually “WOW” our customers by going above and beyond what is expected. Our partnership with Iwaki America allows us to do just that. As an OEM partner of Walchem, a division of Iwaki America, we have been able to leverage their state-of-the-art technology and engineering expertise to offer customized solutions that meet our customers’ unique needs.
Through excellence, teamwork, and innovation, we’ve reached this milestone. We are particularly proud of our sales and service teams, whose commitment, work, dedication, and passion for customer service have been instrumental in helping us achieve this recognition. Thanks to the dedication and hard work of our team, we are able to accomplish such a feat.
Continuous improvement is at the core of our day-to-day operations, and it remains our goal to keep business as simple as possible. Through partnerships like Iwaki America, we will continue to deliver exceptional results for years to come. We are grateful to Iwaki America for recognizing our efforts, and we look forward to further strengthening our relationship to best serve our customers.
The chemical feed and control system is key to the success of a water treatment solution. Along with delivering the water treatment chemistry to the system, the feed and control equipment package also assumes the task of controlling and monitoring system parameters such as conductivity, pH, ORP, and more. A feed and control solution is comprised of controllers, sensors, pumps, valves, tanks, feeders, analyzers, and sometimes customer-provided system data.
All these work in concert to ensure that the water treatment solution is properly delivered, monitored, and controlled. As communication technology has evolved, electronic data management has become essential as well. Remote monitoring, data acquisition, and alarming have become commonplace in many chemical feed and control equipment packages.
How Do Chemical Feed and Control Systems Work?
The parts of a feed and control system can vary by the type of system being treated, but they all share very similar components. These include a controller, pumps and/or other chemical delivery apparatus, sensors, valves, and in some cases, bulk storage tanks.
In a typical chemical feed and control system, a controller or PLC monitors various system parameters and acts on these parameters based on settings (setpoints) that have been predetermined by the water treatment professional. These can include parameters such as conductivity, pH, ORP, tank level, chemical treatment levels, etc.
An example of parameter-based control is conductivity control. This control loop or algorithm is comprised of a conductivity sensor and a control valve. The setpoint is typically a “force lower” setpoint, meaning that as the conductivity rises past its setpoint, the system forces it lower by opening a valve to let the high conductivity water out, thus allowing lower conductivity makeup water to be added to the system. It’s important to note that the act of bleeding water from the system does not lower the conductivity; it’s the addition of the lower conductivity makeup water that accomplishes this.
Chemical addition can be accomplished using pumps, valves, eductors, erosion feeders, pot feeders, etc. The most common method for chemical addition is via metering pumps. The pump draws the water treatment chemical from either a drum, pail, or bulk container and “injects” it into the system. Metering pumps are precision instruments and can be activated using several methods:
- Sensor-based control
- Timer-based control
- Scenario-based control
An example of sensor-based control is the use of a fluorometer to control the addition of chemical to a system. This is a “force higher” feed method where a sensor, typically PTSA, monitors the level of product in a system by looking for PTSA that is present in the system as a tag or tracer that corresponds to the level of scale and corrosion inhibitor present in the system. When the level of PTSA falls below a setpoint, a metering pump is activated and delivers product that is tagged with PTSA to the system. Once the system recognizes that the PTSA level has come up into the desired control range, the pump turns off, and the system continues to monitor the PTSA level.
These are just a few of the many ways a chemical feed and control system works. Modern systems have a virtually limitless number of methods to ensure that the feed and control equipment meets the demands of the treated system.
The Benefits of Chemical Feed and Control Systems
In addition to the basic chemical feed and control role that equipment plays in the water treatment program, chemical feed and control systems offer several other benefits. These include the ability to control parameters based on system chemistry, operating conditions, and other system parameters that may be ignored without modern feed and control equipment.
Improve Dosing Accuracy
Dosing accuracy is improved by setpoint-based control vs. the past choice of timer-based control. With the addition of water meters and remote monitoring and/or local alarming, modern feed and control systems will alert personnel if a system uses an excessive amount of water. This simple solution can save a large amount of water and, therefore, money by detecting common issues such as a malfunctioning makeup valve. If undetected, even a small valve leak can lead to a substantial loss of water and chemicals from the treated system.
Maintain System Efficiency
Along with water loss, excessive water retention is also detrimental to system performance and can lead to fouling of the heat exchange surfaces. Systems are designed to function properly with the correct ratio of cycles of concentration and chemical levels. An increase in cycles of concentration due to a loss of ability to release water from the system can lead to scaling or fouling. Similarly, failing to add the proper amount of deposit control chemistry or biocides can lead to the same. The energy increases due to fouled heat exchange surfaces can be many times more costly than excessive water use.
Reduce Operating Costs
The financial and environmental payback of a quality feed and control system is difficult to overstate, as even a minor excursion can result in costly repairs, excessive energy use, overuse of water, and in some cases, safety issues. Properly configured feed and control equipment will ensure systems run at peak performance while bringing measurable ROI to your customer.
Types of Feed and Control Systems
There are many types of feed and control systems on the market. The following are the most commonly available.
Pre-packaged Water Treatment Controllers
Pre-packaged feed and control systems come pre-configured with industry-standard feed methods and are typically designed specifically for industrial water treatment. These systems are comprised of a base controller and sensors. The water treatment controllers in this setup will have a limited number of inputs and outputs, the number of which is generally sufficient for most water treatment programs. The controller manufacturer provides a line of sensors that have been designed to work with the base controller. This simplifies the operation since the calibration, configuration, and diagnostics are incorporated into the controller for these sensors. Along with these, most OEM water treatment control systems will allow for the addition of generic sensors. These include level sensors, fluorometers, analyzers, water meters, and a multitude of analog and/or digital sensors. The addition of these may necessitate additional boards (cards) in the base control system. A major benefit to these systems is the built-in programming and simplicity of configuration. This system can be configured and maintained by a water treatment professional or system operator and does not require any true programming.
PLC (Programmable Logic Controller) Systems
Occasionally the basic water treatment control systems may not be sufficient for an application. A specific customer requirement or control algorithm may not be available in a pre-packaged control system and must be custom programmed in a PLC system. PLC systems are comprised of a processor, input/output modules, and an HMI, or Human Machine Interface, used to interact with the PLC. These are commonly referred to as a touch screen or operator interface. PLCs can be costly due to the equipment cost and programming time associated with this type of system, however, the benefits of meeting a specific system need often offset these costs. These systems require true programming. Modifications to feed methods will most likely need to be performed by a programmer or systems integrator.
The Role of Controllers in Feed and Control Equipment
As the heart of the treatment program, the chemical feed and control system is key to its success. It not only monitors the system and delivers the product, but it also acts as the water treatment professionals’ eyes and ears. The feed and control equipment monitors system parameters 24 hours a day and can be invaluable as it can provide the data used to determine the cause of an unfortunate system failure. These control systems may also possess the ability to adjust chemical use.
Since most modern control systems now offer the ability to data log and, in many cases, push that data to the cloud, electronic data management and analysis has become commonplace amongst water treatment professionals. Online solutions like Aliquot provide a centralized location to store controller data and allow you to compare the data with field-acquired data such as daily operator logs, service reports, corrosion data, microbiological data, etc.
When combined with cellular technologies, modern feed and control systems can be monitored and configured remotely. This gives the water treatment professional the ability to monitor critical systems and parameters between regular service visits that would historically require additional site visits. By using remote monitoring software and automated alarms, you can be notified of problems in real-time that would otherwise go undetected until the next regularly scheduled site visit.
Simplify your Equipment Set-up with AquaPhoenix Scientific
As an industry leader in feed and control technology, we can create a standardized chemical feed and control equipment package for you. When you design a system with AquaPhoenix, you get to choose from all the top brands. Our team will work with you to recommend and select the best equipment for your application.
By integrating these components into one of our custom panel and/or skid systems, you can deliver a true water-in, water-out control system that will greatly simplify the installation and maintenance of your feed and control equipment.
Connect with our team today to save time in the field and improve your service visits. Visit our online store to browse thousands of products or request a quote to get started on your next job.